

關于不銹鋼異型管電解精拋光生產加工工藝介紹
為了使不銹鋼異型管達到鏡面光澤,用電解精拋光可以代替繁重的機械拋光,不銹鋼異型管特別對形狀復雜的工件,用機械方法很難實現,電解精拋光可拋出光潔度9~11的鏡面光亮度,滿足人們對不銹鋼異型管產品的表面裝飾更高新的要求。
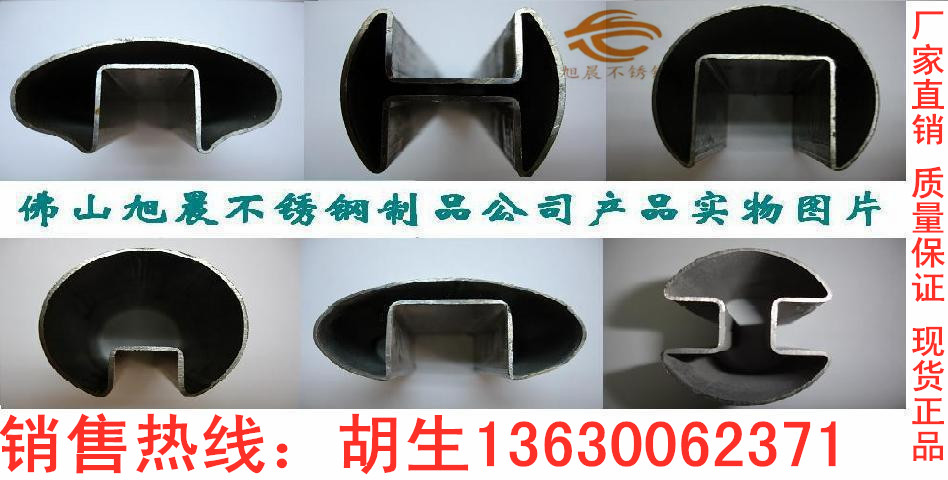
對于不銹鋼異型管的電解精拋光生產加工工藝流程,具體介紹如下所示:
如果是退火的不銹鋼異型管應先用NG-9-1化學去黑皮,有油污的先用NZ-B除油王去油→水洗→電解精拋光(此液為工作液直接使用,溫度60~80℃,工件掛陽極,電流Da:20~15A/dm2,陰極為鉛—銻合金(含銻8%)時間:1~10分鐘,拋亮為止)→水洗→5~8%鹽酸退膜(室溫:1~3秒)→水洗→吹干。
注:夾具用鋁或鈦金屬,要求導電性能良好;新溶液通電處理老化后才使用。
對于不銹鋼異型管常溫化學除氧化膜(適宜部分不銹鋼管材)的工藝流程就是:NZ-B除油王去油→水洗→常溫化學除氧化膜(此液為工作液直接使用,不銹鋼異型管溫度:室溫,時間:3~10分鐘,視去情況確定)→水洗→吹干(或拋光工序)。
對于NG-9-4不銹鋼異型管的化學拋光工藝流程就是:NZ-B除油王去油→水洗→NG-9-3常溫化學去膜(室溫,3~10分鐘)→水洗→化學拋光(此液為工作液直接使用),溫度:75~95℃,時間3~10分鐘成或更長時間,視表面亮度情況確定,注意經常檢查,防止過腐蝕)→水洗→鈍化(溶液配比:重鉻酸鉀20~25g/l,硝酸350~440ml/l,室溫,時間:20~30分鐘)→水洗→吹干。




